



Before the alignment: plan with precision
Before a single bolt is loosened, success starts with preparation. The more you understand your system and its physical limits, the fewer surprises you’ll encounter once the laser alignment tool comes out. Careful planning is what separates a smooth alignment from a long, frustrating day in the field.
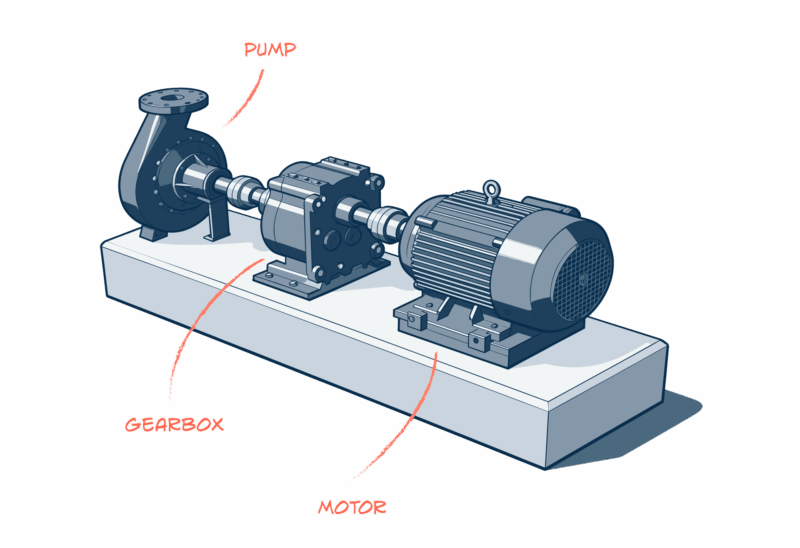
Graph the machine train
Before starting, it is crucial to establish a visual plan of your machine train. While a simple sketch on paper (graph paper was traditionally used) can still be helpful for quick visualisation, the entire process of graphing and calculating movements is now typically performed within the alignment program of your laser shaft alignment tool in the machine setup function.
The graph, whether a sketch or in the alignment software, serves to:
- Clearly show the initial misalignment.
- Logically plan machine movements to minimise corrections.
- Aid in communicating the alignment strategy to your team.
- Provide a record of both the “as-found” and “as-left” states.
Using the tool’s machine setup function and inputting key data—such as dimensions, coupling types, RPM, movement boundaries, and thermal growth influences—ensures the highest level of accuracy and efficiency for this complex job.
During the alignment: align with process, not panic
Once the planning is complete, it’s time to execute—slowly, methodically, and with discipline. Every adjustment affects the next, so this phase is all about control and consistency. Following a structured process ensures accuracy and makes it so that you don’t lose track of your place.
Identify every shaft centreline
The golden rule of machine train alignment is do not move anything until you know where everything is. Use your laser alignment tool to locate and record the precise centerline of rotation for each shaft.
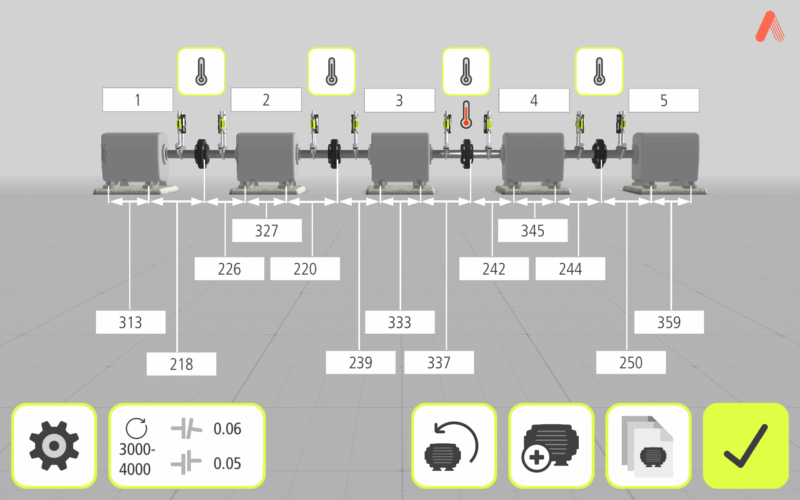
Acoem’s machine train application
Acoem’s dedicated Machine Train application simplifies the alignment of systems with more than two rotating machines. Available for the AT-400, AT-300/RT-300, and EXO, the app provides a clear, 3D overview of each machine’s position within the train and identifies which should serve as the stationary reference—helping you minimise unnecessary adjustments and save valuable time.
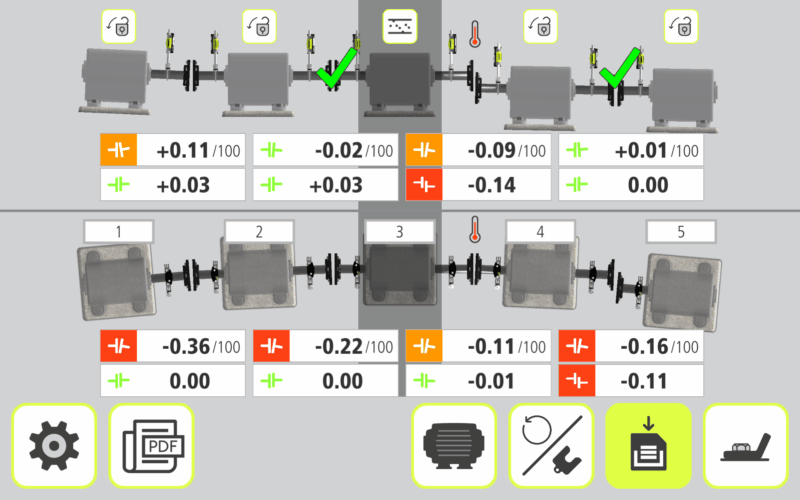
Users can lock any machine to account for bolt- or base-bound restrictions, set target values, and visualise alignment progress in real time.
The result is a faster, more intuitive alignment process that improves accuracy and takes the stress out of complex multi-machine jobs.

Get in touch with our experts to learn more.


