MT30
Kalibrierung von Werkzeugmaschinen
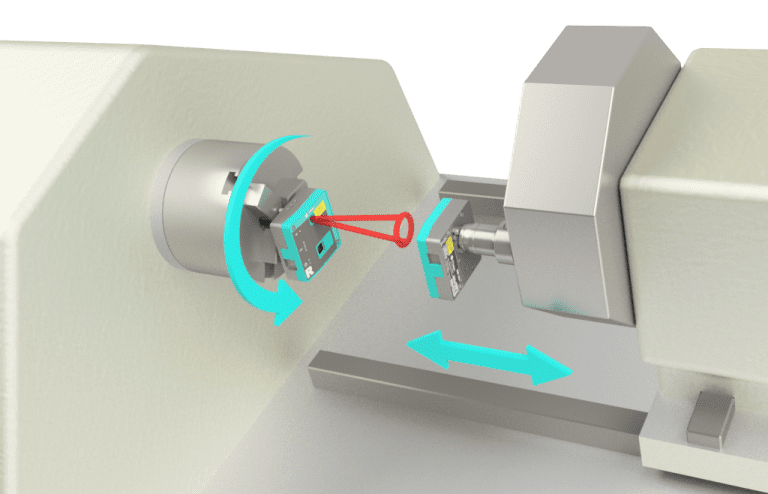
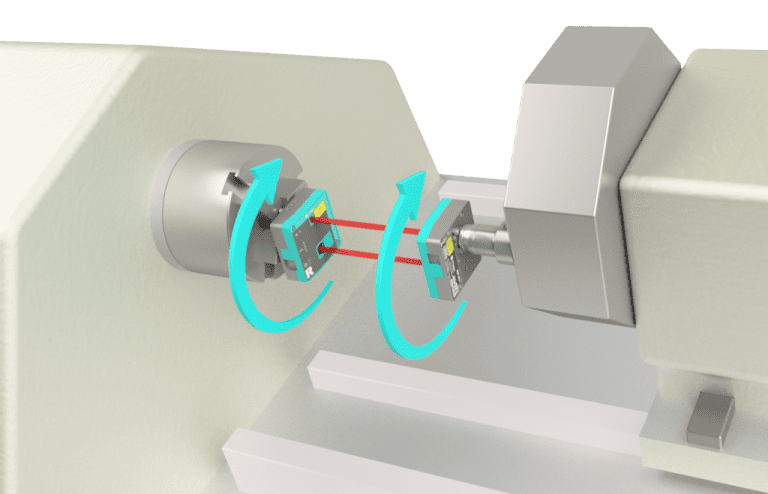
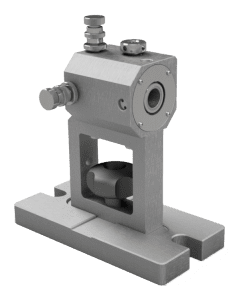
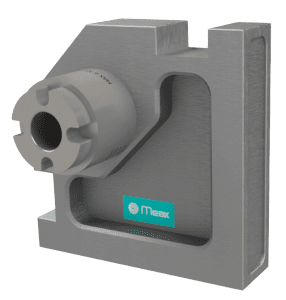
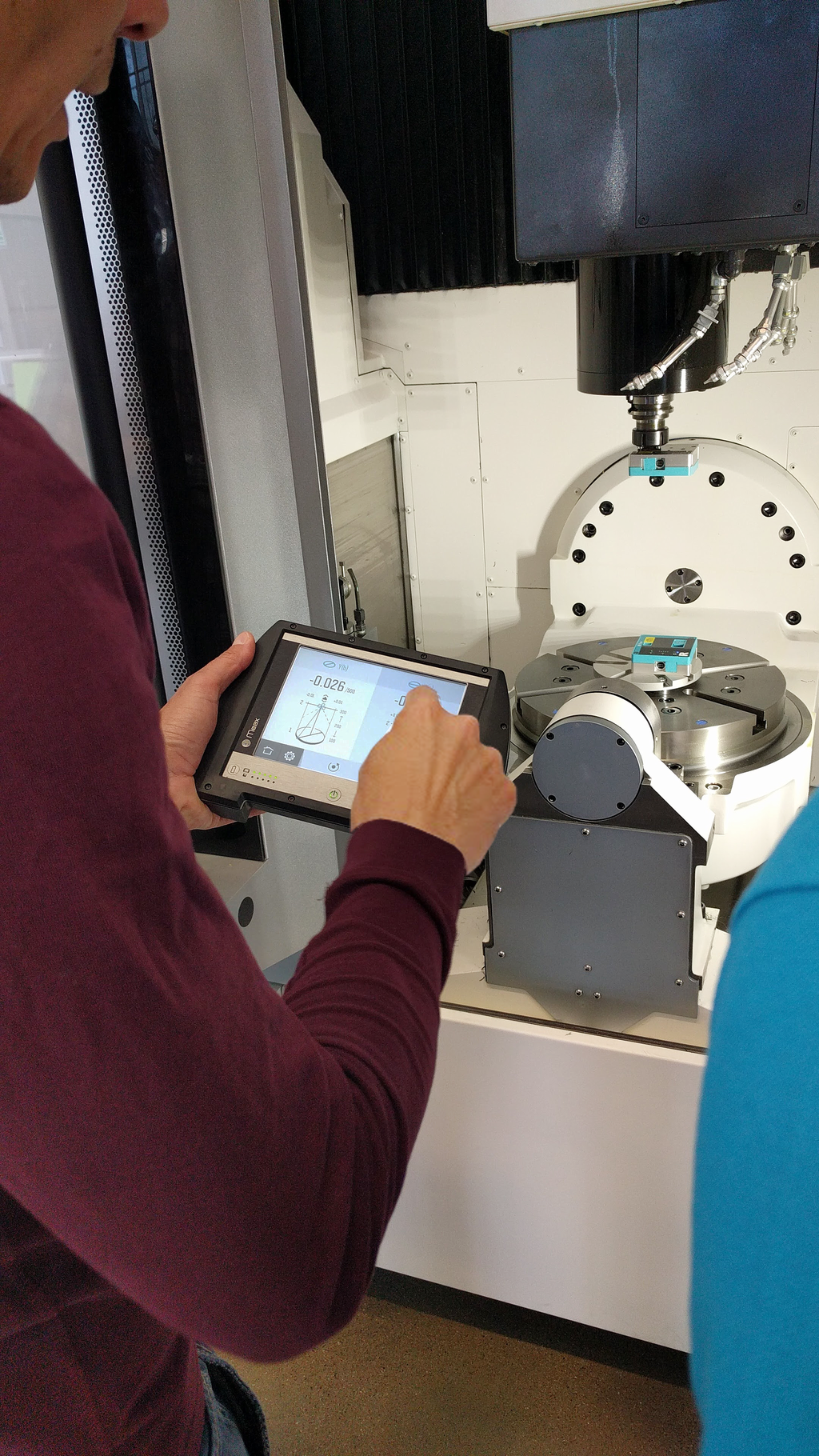
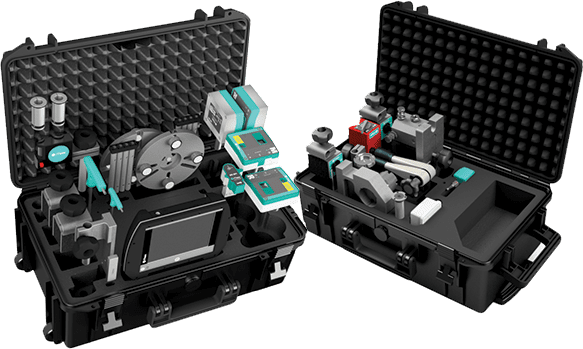
MT30 ist ein komplettes Produktpaket für die Kontrolle von Drehmaschinen, Fräsmaschinen sowie Dreh- und Bearbeitungszentren.
MT30 ist ein komplettes Produktpaket für die Kontrolle von Drehmaschinen, Fräsmaschinen sowie Dreh- und Bearbeitungszentren.
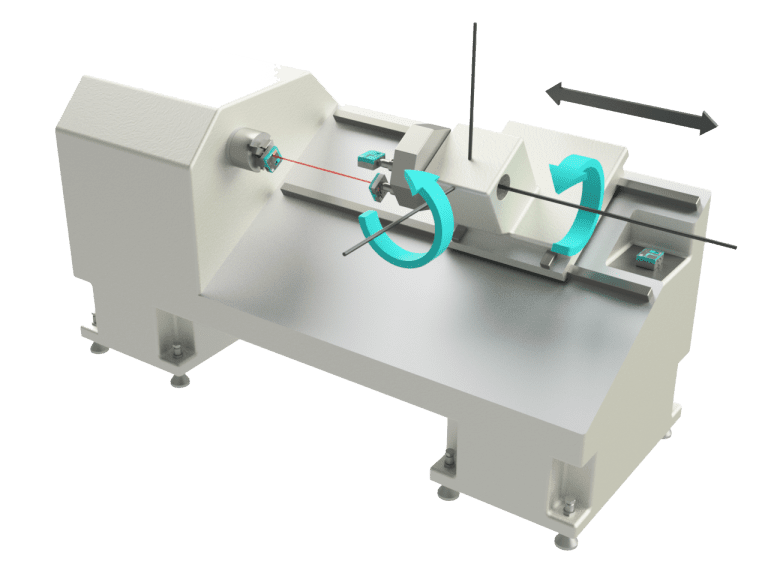
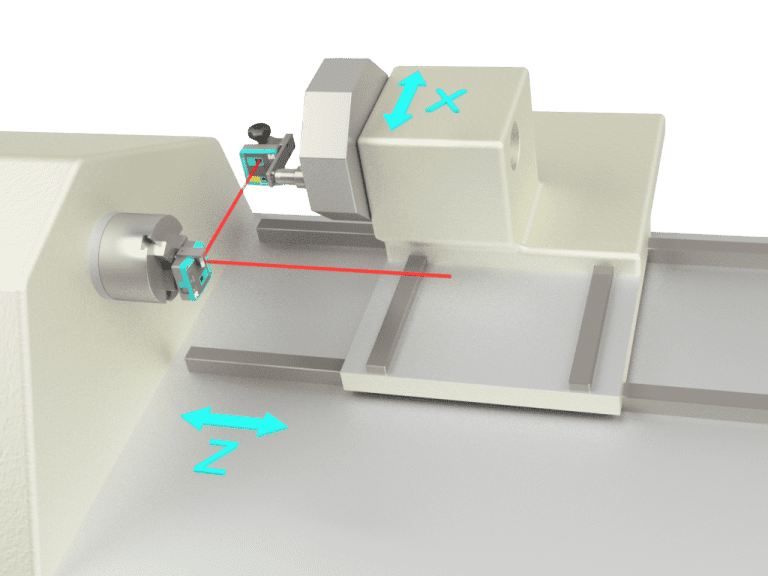
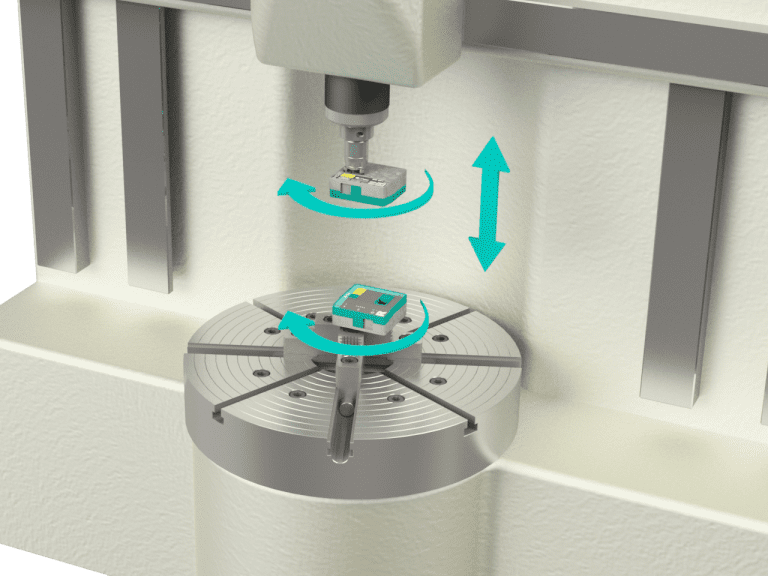
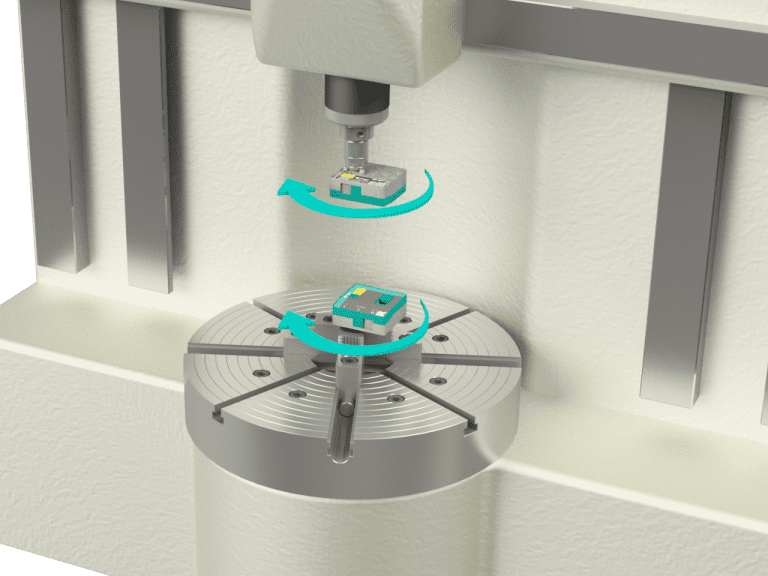
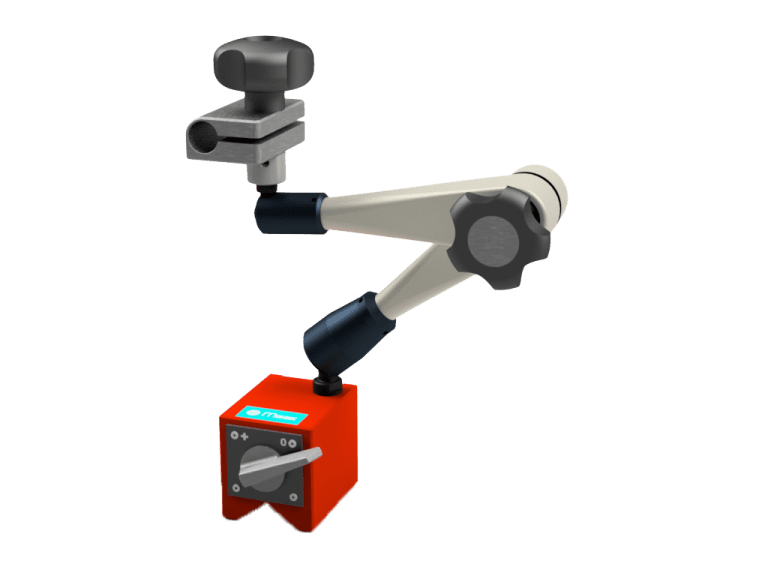
Kontrolliert die Geradheit der Maschinenbewegung und misst gleichzeitig die Winkelabweichung der Bewegung in Bezug auf das Maschinenbett!
Entdecken Sie die Fallstudien von Acoem
Da die Anforderungen an Werkzeugmaschinen immer weiter steigen, sind wir zu dem Schluss gekommen, dass eine optimal funktionierende Maschine die Grundlage für bessere Geschäfte darstellt. Moderne Werkzeugmaschinen müssen ein hohes Maß an Flexibilität, einen hohen Nutzungsgrad und minimale Ausfallzeiten aufweisen, was eine korrekte Geometrie bei allen Bewegungen der Maschine erfordert. Deshalb haben wir Acoem gegründet und begonnen, Lösungen für die Messung von Werkzeugmaschinen zu entwerfen, die unserer Meinung nach so selbstverständlich sind, dass sie schon vor langer Zeit hätten entwickelt werden müssen. Mit schnellen Messungen, einer logischen Benutzeroberfläche, intelligenten Anwendungen und weniger komplizierten Funktionen können wir jetzt die Zukunft der Werkzeugmaschinenvermessung gestalten.
Kontaktieren Sie uns, um mehr über unsere Lösungen, Dienstleistungen und Schulungsprogramme zu erfahren.